
无铅波峰焊中吹孔的原因及解决方法

近日接到客户反应,说无铅焊锡条使用后,有吹孔现象,现将无铅波峰焊中吹孔的原因及解决方法分享给大家,希望对大家在生厂中有所帮助!以下为客户陈述:
从7月中旬至今,我司生产的部分双面板(所有单面板以及另部分双面板无此现象))出现针孔空洞的不良比例达30%,因问题一直未能解决,各个部门主管以及厂商均到现场分析。
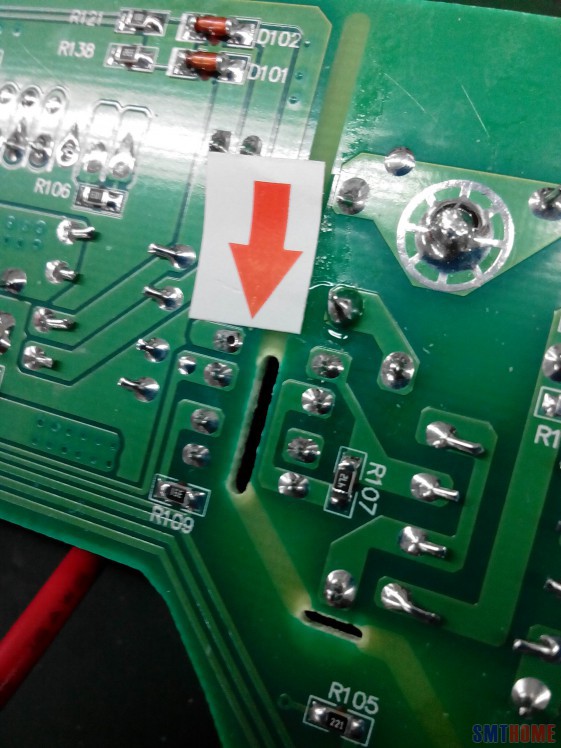
无铅波峰焊吹孔
1、有铅波峰焊和无铅波峰焊均有此针孔现象,不良位置不规则,电加热、继电器、单插片、压敏、座子等均会有出现针孔现象。
波峰焊各个参数方面均做过调整:预热110~140之间,锡炉240~250(无铅260~270),角度5~7,运输速度0.8~1.6,使用的是松香型免洗助焊剂(历来一直使用至今未有此针孔现象)。也试过只用一个凸波焊接,针孔现象更多~其次,做过在SMT之后的取200pcs到干燥箱以80度烘烤4H的试验,之后过炉时仍有针孔无明显变化。
2、生产的不良双面板,有两个PCB厂商均有涉及,其中一厂家取样品回去分析,说:PCB均有充分烘烤过且库存周期短、孔壁均匀无杂质等等,说PCB材料没有问题,也没有受潮等,应从波峰焊速度、温度、助焊剂方面找原因。
3、助焊剂厂商也取样品做分析,说助焊剂配方一直稳定未做改变,供应生产已有几年,一直质量稳定,而且只有一部分双面板有此吹孔,其余板均正常无异样,经分析也并无问题。
从客户所描述的现象看应该是吹空,这是典型的PCB上下受热不均匀,插件面温度低焊锡先结晶,此事PCB孔内部会产生大的蒸汽将焊接面焊锡吹开,此事你就会发现很多管脚有吹空现象。
无铅波峰焊吹空解决办法:
1.请确认元件管脚和PCB孔是否为紧配合,或在插件时破坏孔的内壁,比如元件需要使用压机才能将管脚插进
2.取PCB光板,在显微镜下看看孔的内壁镀层是否有破坏或分布不均匀
3减少Flux的量,看看喷头的口径比如1.0mm尝试改成0.6mm会好些,喷头的压力也是非常关键的,这是需要根据实际情况调节
4.角度控制在7度,链速可以从1.2m调整到1.4m,注意调整了速度Profile要满足要求,需要重新测试
5.预热温度建议在PCB上表面115度,焊接温度267度,焊接时间2.5-3.0s
